MBR一体化设备特征
1)对污染物的去除率高,抗污泥膨胀能力强,出水水质稳定可靠,出水中没有悬浮物;
2)膜生物反应器实现了反应器污泥龄SRT和水力停留时间HRT的分别控制,因而其设计和操作大大简化;
3)膜的机械截留作用避免了微生物的流失,生物反应器内可保持高的污泥浓度,从而能提高体积负荷,降低污泥负荷,具有抗冲击能力;
4)由于SRT很长,生物反应器又起到了“污泥硝化池”的作用,从而显着减少污泥产量,剩余污泥产量低,污泥处理费用低;
5)由于膜的截流作用使SRT延长,营造了有利于增殖缓慢的微生物。如硝化细菌生长的环境,可以提高系统的硝化能力,同时有利于提高难降解大分子有机物的处理效率和促使其分解;
6)MBR曝气池的活性污泥不会随出水流失,在运行过程中,活性污泥会因进入有机物浓度的变化而变化,并达到一种动态平衡,这使系统出水稳定并有耐冲击负荷的特点;
7)较大的水力循环导致了污水的均匀混合,因而使活性污泥有很好的分散性,大大提高活性污泥的比表面积。MBR系统中活性污泥的高度分散是提高水处理的效果的又一个原因。这是普通生化法水处理技术形成较大的菌胶团所难以相比的;
8)膜生物反应器易于一体化,易于实现自动控制,操作管理方便;
9)MBR工艺省略了二沉池,减少占地面积。
MBR一体化设备产品概况:
适用场景:小型污水处理站、村&镇生活污水处理厂、污水应急处理、河道水处理
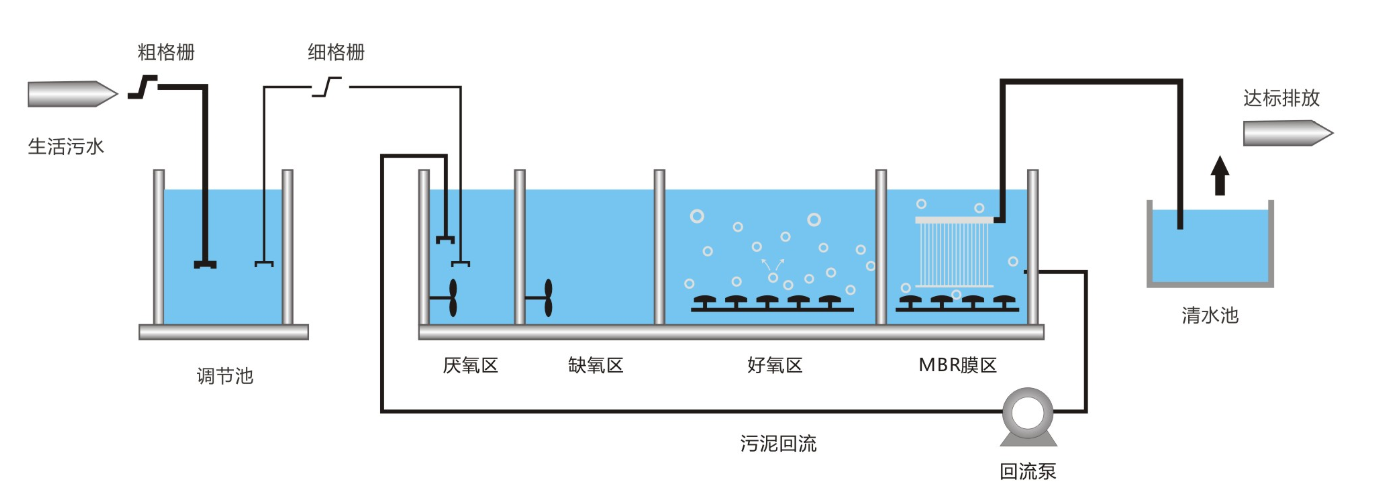
工艺类型:AAO生化处理+MBR膜处理系统
设备规格:25m3/d~300m3/d
处理效果:稳定达到地表准Ⅳ类水体标准
MBR一体化设备工艺流程:
技术优势:标准化;模块化;智能化;极简化。
设备供应:标准设备供应,含安装技术指导2次,设备供货周期1个月;
设备总承包:设备供应、安装、调试及技术培训,土建、工艺条件具备后,40天内完成设备安装、调试通水;
MBR一体化设备处理工艺特点
1)处理效率高,出水可直接回用。由于中空纤维膜对生化反应器的混合液具有高效的分离作用,可彻底将污泥与出水进行分离,故可使出水的SS及浊度接近于零。同时由于活性污泥的损失几乎为零,使得生化反应器中的活性污泥浓度可比传统工艺高出2~6倍左右,大大提高了脱氮能力。
2)系统运行稳定、流程简单、设备少、占地面积小。由于MBR技术的活性污泥浓度高,因此装置的容积负荷大;对进水波动的抗冲击性能好,运行稳定。此工艺除了可大大缩小生化反应器—曝气池的体积,使设备和构筑物小型化以外,甚至可以省去初沉池,也不需要二沉池,就使得系统占地面积减少。
3)污泥龄长,剩余污泥量少。当污泥浓度高,而进水负荷低的情况下,系统中营养与微生物比率(F/M)低,污泥龄变长。当F/M维持某个低值时,活性污泥的增长接近为零,这就降低了对剩余污泥的处理费用。
4)操作管理方便,易于实现自动控制。由于膜分离可使活性污泥完全截留在生物反应器中,使得生物反应器中的水力停留时间(HRT)和污泥停留时间(SRT)是完全分开的,故可灵活、稳定地加以控制;同时,非常易于实现自动控制,提高了污水处理的自动化水平。



